金川集团选矿厂智能药剂制备系统2.0版正式投用,引领行业智能化新高度

金川集团选矿厂智能药剂制备系统2.0版正式投入使用,标志着我国在选矿关键流程的智能化升级方面取得了又一重大突破。该系统作为全国首个升级至2.0版本的智能药剂制备系统,其成功投运不仅优化了金川集团自身的生产流程,也为国内乃至全球矿业选矿技术的智能化发展树立了新的标杆。
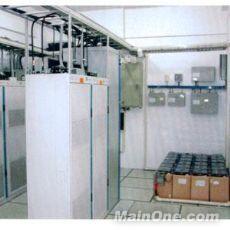
此次升级的智能药剂制备系统2.0版,是在原有1.0版本基础上的全面革新与深化。该系统深度融合了先进的过程控制、大数据分析与人工智能算法,实现了药剂制备从原料投加、精确配比、搅拌混合到输送投加的全流程自动化、精准化与智能化闭环管理。核心的电子系统安装工程确保了整个控制网络的稳定、高效与可靠运行,为系统的智能决策与精准执行提供了坚实的硬件基础。
相较于传统人工操作或初级自动化系统,2.0版系统具有显著优势。它通过高精度传感器和实时数据分析,能够动态调整药剂配方与添加量,精确匹配矿石性质的波动,从而在稳定和提高选矿指标(如回收率、精矿品位)的最大程度地降低药剂消耗,实现降本增效。系统具备强大的自学习与自适应能力,能够持续积累生产数据,优化控制模型,使生产过程不断趋向最优。全流程的自动化与远程监控,大幅降低了操作人员的劳动强度和人为误差风险,提升了本质安全水平,并使得“黑灯工厂”式的无人化、少人化作业成为可能。
该系统的成功投用,是金川集团积极响应国家“智能制造”和“数字化转型”战略,持续推动传统产业高端化、智能化、绿色化发展的生动实践。它不仅是单个生产环节的技术改造,更是对整个选矿生产管理体系的一次深刻重塑。通过打通数据链,该系统为后续构建更高级别的全厂生产智能管控平台奠定了关键的数据基础与控制核心。
金川集团选矿厂智能药剂制备系统2.0版的成功经验,预计将在矿业领域产生广泛的示范和带动效应。随着技术的进一步成熟与推广,智能化药剂制备有望成为现代化选矿厂的标配,从而推动我国矿产资源加工行业整体向更高效、更清洁、更可持续的方向迈进,为保障国家矿产资源安全与产业升级贡献重要力量。
如若转载,请注明出处:http://www.rungaoyun.com/product/35.html
更新时间:2026-04-26 17:59:17